企业免费推广平台
苏州默斯曼尔机械科技有限..BIG大昭和数控刀柄|JJ匠精钨钢铣刀|替代进口高硬钨钢铣刀|MST热缩刀柄
181****9323
一般印象中,液压刀柄内部油腔设计有外径较大制约,导致平衡性不好。但是BIG液压刀柄克服此类问题,即便是HSK-E32此类小型刀柄上也可实现高速旋转。另外,BIG打破一直以来夹持径Φ4mm的制约,研发出夹持直径Φ3mm的液压刀柄。然而对于夹持径Φ3mm以下的情况,则需考虑弹簧刀柄。目前,BIG高精度弹簧刀柄的美夹系列,采用无风阻纯圆螺母,轻巧型设计也可实现高速加工。
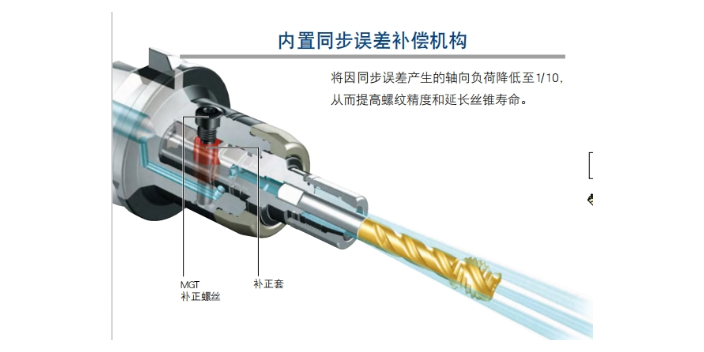
机床主轴回转和Z轴按丝锥螺距同步进给的攻丝加工一般称为同步攻丝,然而实际加工中却存在同步误差。 性价比高的BIG大昭和的公司。江苏靠谱的BIG大昭和刀头
粗、精立铣刀用BIG美夹E型刀柄PAT.MEGAECHUCK.实现高速、强力立铣刀加工的立铣刀加工用弹簧夹头。具有很强夹持力的夹套设计;美夹E型夹套采用楔子效果更佳的小锥角,并通过增加刃具柄部的夹持长度实现了优异的夹持力和向心性,可发挥稳定的夹持性能。根据用途对应的内冷方法;带油封功能的内冷螺母。拆掉内部的PS密封圈后可以使用端面给油。有效抑制振动的厚壁本体;为了防止立铣刀加工引起的振动及加工面的倾斜,设计时将刀柄本体在厚度上提高一档。而且通过将刀柄的杆部设计为锥体形状,有效改变了加工振动的传递,提高了振动的衰减效果。上海国产BIG大昭和结构BIG大昭和使用过长刀具引起的振动,可通过减轻弯曲方向的力量解决。

比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用这种美夹(MEGA)高精度弹簧刀柄。一般人认为普通的弹簧刀柄(例如ER刀柄)夹持精度低(4d处跳动0.01mm~0.02mm),所以在高精度的场合是不采用弹簧刀柄的。但这种美夹(MEGA)高精度弹簧刀柄在4d处跳动是达到0.003mm以内。困扰很多客户的刀柄干涉问题也可以一并解决。
浅谈两面定位系统:我们常说的主轴两面定位系统,就是通过锥面和端面同时实现定位的主轴系统。作为一家专业生产刀具系统的厂家,我们大昭和有自己规格的BIG-PLUS两面定位系统。而除了大昭和的BIG-PLUS系统(BBT)以外,两面定位系统还有德国的HSK接口,山特的可乐满C接口以及美国的KM接口。BBT和HSK接口主要用于加工中心设备,可乐满C接口主要用于车铣复合设备,而KM接口在国内主要用在某些专机上多一些。
在客户那我们也会经常遇到这样的问题,客户想买加工中心,但针对加工零部件主轴接口是选用BBT设备,还是选用HSK设备有时也困扰着客户。 BIG大昭和的刀柄本体刻印序列号No.。实行制造履历管理等全程化的品质管理,可放心使用。

BIG大昭和成功案例展示:助力企业高效运营与成本优化在当今竞争激烈的市场环境中,企业如何脱颖而出,实现高效运营与成本优化是每位企业家关注的焦点。我们非常荣幸地为您呈现BIG大昭和在助力企业成功方面的经典案例。某制造企业在生产过程中遇到了严重的效率瓶颈,导致成本居高不下,市场竞争力下降。在寻求解决方案的过程中,他们选择了与BIG大昭和合作。通过深入了解客户需求,BIG大昭和行家团队为其量身定制了一套多方面的优化方案。首先,针对企业生产流程中的瓶颈环节,BIG大昭和凭借其丰富的行业经验和先进技术,对生产线进行了升级。新的生产线引入了自动化设备和智能管理系统,很大提高了生产效率和产品质量。同时,通过对原材料的严格筛选和供应链的优化,进一步降低了成本。其次,BIG大昭和还协助该企业开展了市场营销活动,提升了品牌和市场份额。通过准确的市场定位和传播策略,该企业成功吸引了更多潜在客户,实现了销售业绩的明显提升。经过与BIG大昭和的紧密合作,该制造企业不仅成功解决了生产效率问题,降低了成本,还在市场上取得了优异表现。这一成功案例充分展示了BIG大昭和在助力企业高效运营与成本优化方面的专业实力。BIG大昭和的高精度强力铣刀柄夹持力强、跳动精度高,适用于立铣刀加工。重庆高速BIG大昭和价格
苏州默斯曼尔机械科技有限公司为您提供BIG大昭和,有需求可以来电咨询!江苏靠谱的BIG大昭和刀头
精镗孔的常见问题解析应对:前段时间,受客户之约去客户现场调试镗刀,一番操作之后,客户的眼神由狐疑慢慢变成了惊叹,惊叹于BIG镗刀的超高调节精度和稳定性,调节多少尺寸,加工出来就是多少尺寸,而且没发现反向间隙,完全可以信赖镗头本身的调节刻度。一直以来困扰他们的孔径精度问题解决了。
选择合适的刀具对加工效果和效率至关重要,即便如此,在日常加工的时候也经常会遇到诸如光洁度差、振刀、喇叭孔等问题,面对这些问题时,莫急,冷静考虑,除了镗头本身以外,让我们也来对刀片和刀杆认识一番。 江苏靠谱的BIG大昭和刀头
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
苏州默斯曼尔机械科技有限.. Copyright © 商名网营销建站平台 All Rights Reserved.

