苏州默斯曼尔机械科技有限.. BIG大昭和数控刀柄|JJ匠精钨钢铣刀|替代进口高硬钨钢铣刀|MST热缩刀柄
18106219323

2024-04-29 02:12:14
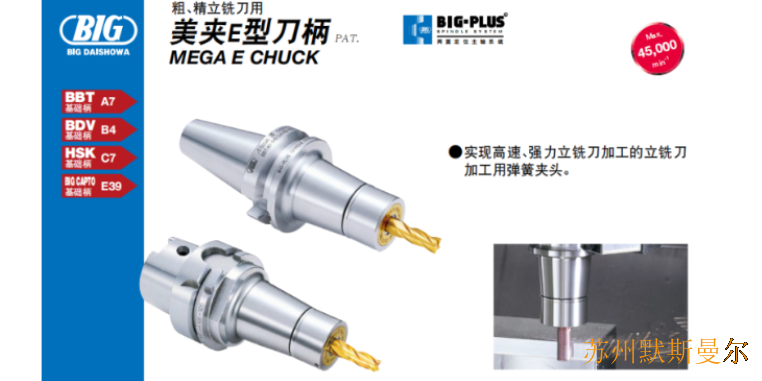
这样对刀柄的要求就是要有足够的夹持力,否则容易导致掉刀,振刀等问题,难以提升切削效率。这种情况下,可以考虑这种HMC强力刀柄,这种强力刀柄可以做到业内令人震惊的强劲夹持力,并且同时具有不俗的跳动精度。可以一扫加工过程中的掉刀隐患,极大的保证了加工效率和加工安全。
除了以上所说的切削加工之外,还有很多加工(比如攻丝加工,微雕加工,复杂架构件加工等等),如果选择刀柄正确合理的话,不但能解决加工瓶颈,更能达到事半功倍,意想不到的效果。 哪家公司的BIG大昭和是有质量保障的?重庆附近BIG大昭和参考价

段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。
说到粗糙度,对我们从事机械加工的人来说是无人不知无人不晓!随便翻开一张加工图纸,粗糙度的标记无处不在,足见其在机械加工中的分量。而且粗糙度也是我们选择加工工艺和加工方法的一个重要依据。 重庆本地BIG大昭和价格BIG大昭和的发展趋势如何。

下面从BBT与HSK刀柄的区别对比来给大家提供一个选择的方向。受本身结构限制,与HSK刀柄相比BBT基础柄可以做的更短,刃具插入量更大,从而使刃具伸出量变短。
在主轴拉紧后,与HSK刀柄相比BBT基础柄的锥面接触面更大,有效锥面更长。通过以上的结构特点我们可以看出,BBT主轴刚性好更适合重切削加工,更适合刀柄悬长比较长的加工。像大型模具加工,箱体,壳体重切削比较多的零件加工,需要刀柄悬长比较长的零件加工时,建议选用BBT主轴的设备。这样既可以保证加工效率,又可以保证加工稳定性。客户可以根据自己的加工工件特点来选用合适的主轴方式。注:CV和DV接口,我们也有对应的BCV和BDV接口
如果工件的价值又很高,那么造成的后果将是灾难性的。同一个铣刀在不同夹持力刀柄下的槽加工。刀柄由于夹持力不足,从而造成掉刀现象,铣出来的槽深度呈斜坡型。
刀柄的夹持刚性的大小,直接影响到切削的吃刀量和是否导致振刀。我们还是以立铣刀为例,刀柄的夹持刚性不同,在同一台机床,相同的切削条件下,刚性好的刀柄切深更多,切削效率更高,更加有效抑制振刀,保证更好的表面光洁度。
合理选择刀柄:在选择刀柄时,要根据刃具情况,工件干涉,尺寸精度要求等多方面进行综合考虑。 BIG大昭和的适用范围有哪些?

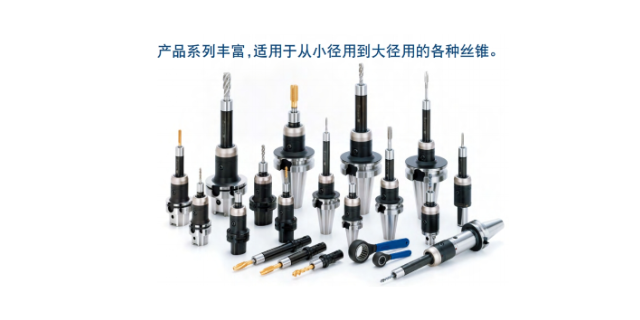
夹持力:选择强力铣刀柄大部分用在夹持直径在20mm以上的刃具,特别是夹持立铣刀,在加工时有向下的拉力比较大(特别是粗加工),夹持力不够容易出现掉刀现象,轻的蹦刃、断/伤刀柄孔口处缩短刀柄寿命,严重的工件报废,这些都是不小的损失。夹持力大小主要是看夹持部分是否能均匀变形以及变形量的大小,均匀变形的精度相应也会更高,夹持力要大更稳定。刚性:刚性的好坏会直接影响到加工效率及质量,间接影响到机床精度,刀柄刚性不好加工时及易产生振动,在振动过程中会加快刃具的磨损同时也会导致机床精度下降,甚至会损坏机床锥孔及内部拉抓,刀柄的刚性主要体现的本体壁厚以及锁紧时螺母与本体贴紧的状态,会大幅度提高刀柄整体的刚性。 BIG大昭和浮动攻丝刀柄系列从带丝锥定深功能型到带扭矩限制器型, 产品系列丰富。上海附近BIG大昭和多少钱
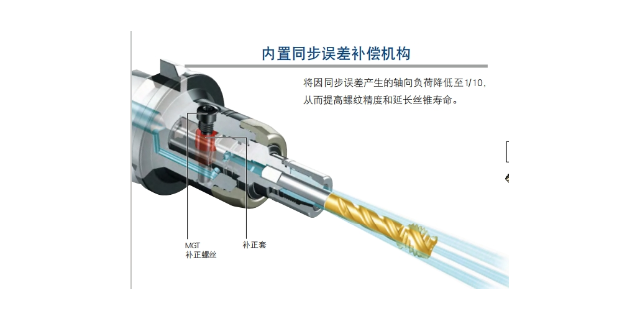
BIG大昭和美夹同步攻丝刀柄将同步误差产生的轴向负荷降低至1/10,提高螺纹精度和延长丝锥寿命。重庆附近BIG大昭和参考价
>机床转速不够,无法进行高转速加工?
>机床主轴精度坏了,无法进行高精度铰孔加工?
>工件型腔复杂,并需要侧壁加工,主轴根本进不去?
>机床没有内冷功能,深孔钻屑时,无法使用内冷出水来排屑?
对于机械加工,好的刀柄不仅能直接提高生产加工效率,而且可大幅提升所加工产品的品质、精度,增加产品的附加值;在日趋激烈的市场竞争中,提升企业的核心竞争力。因此,对于刀柄,我们应该且必须要引起足够的重视。
除了对客户产品加工品质的提升之外,关于“花费”的问题也是一个用户关注的很重要的话题。 重庆附近BIG大昭和参考价