苏州默斯曼尔机械科技有限.. BIG大昭和数控刀柄|JJ匠精钨钢铣刀|替代进口高硬钨钢铣刀|MST热缩刀柄
18106219323

2024-05-28 05:16:26
如果您身边有在使用HSK主轴系统,身边的刀柄有类似这种型号:HSK-A100、HSK-E50、HSK-F63……我的这篇文章您一定对您有帮助。不用说能提高冷却液压力,也不用说能延长刀柄寿命,更不用说能提高刀柄精度,单说对于机床主轴寿命的延长就能节约大量成本!这是怎样做到的呢?先来简单的了解下HSK主轴系统是如何锁紧刀柄的吧!将收缩的卡爪伸入刀柄内锥孔,撑开卡爪后卡住刀柄,向右拉紧完成刀柄安装。那么,这时候就有细节问题了,也是牵一发而动全身的至关重要的细节。锥孔内壁是否干净,是否在此时主轴卡爪撑开夹紧刀柄时,卡爪与锥孔内壁之前存在卡住切屑的可能(因为这种滴水石串的情况,让不少客户主轴损坏了,需要维修主轴)。BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选,有想法的不要错过哦!重庆靠谱的BIG大昭和参考价

上学时老师告诉过我们,阅读理解不论是中文还是英文,“但是”与“but”后面都是重点,前面的内容可以不看。这里我也来废话一句:”30°、45°、60°的倒角加工都是目前机械加工中极为常见的倒角角度,我们刀具室、工具柜里必须常备这种角度的倒角工具,但是是否接触过一些奇葩角度倒角要求呢?比如:8°、23°、47°、69°……是不是看到这种奇葩的倒角角度呈现在我们图纸上,你也会往往会倒吸一口凉气看一眼图纸设计者的姓名”。针对非30°、45°、60°的倒角加工,我们统称其为特殊角度的倒角加工。安徽本地BIG大昭和结构上海好的BIG大昭和的公司。

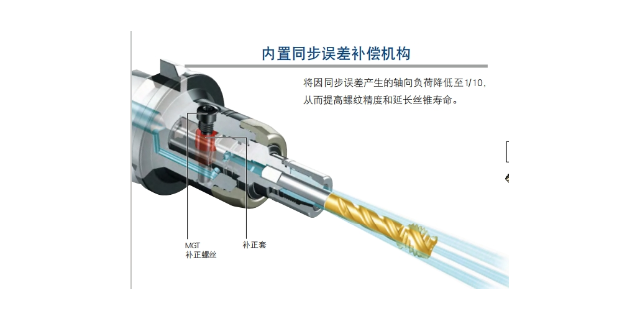
深入研究之后发现,究其原因,其实是丝锥在攻丝到底反转退出的时候,由于机床主轴需要经过减速、停转、然后再反转加速的复杂过程,从而造成出现了F、n、P之间的不同步误差。使用图中这样的美夹同步攻丝刀柄就能解决这个问题,主要是在刀柄中间添加了一种特殊的轴向缓冲机构,消除同步误差。可以提高螺纹精度,大幅延长丝锥寿命。
另外,还有很多客户也问到这样一个问题:“现场的机床就是一般普通的机床,还有些机床精度也不好。那么还有必要在刀柄上做过多的关注和对比吗?”对于这个问题的回答是:这时候更需要关注合适的刀柄来弥补机床的不足,使机床“如虎添翼”,甚至是“重获新生”。
在设备的选用上我们还会遇到这样的情况,BBT和BT如何选用?下面想介绍一下BBT与BT使用时的误区,希望能给大家带来帮助。其一是不是使用了BBT刀柄就能够实现两面定位了?BBT主轴设备是不是不太好采购?只有在BBT主轴的机床上使用BBT刀柄才能够实现两面定位。虽然BBT刀柄可以使用在BT主轴上但实现不了两面定位功能。另外,虽然在BBT主轴上也可以使用BT刀柄,但相当于放弃了两面定位功能。(等于放弃了加工效率的提升以及成本节约。)现在大昭和与全世界170多家机床厂家有技术协议,对于生产BBT主轴设备这些厂家没有什么技术问题和难点。另外,随着市场对BBT主轴设备需求的增多,一些机床厂家也在BBT设备标准化。(有的厂家是选购)所以大家可以放心的选购。BIG-大昭和的BIG - PLUS轴系统通过组合刀柄与主轴,可充分地发挥两面定位的性能。

BIG大昭和成功案例展示:助力企业高效运营与成本优化在当今竞争激烈的市场环境中,企业如何脱颖而出,实现高效运营与成本优化是每位企业家关注的焦点。我们非常荣幸地为您呈现BIG大昭和在助力企业成功方面的经典案例。某制造企业在生产过程中遇到了严重的效率瓶颈,导致成本居高不下,市场竞争力下降。在寻求解决方案的过程中,他们选择了与BIG大昭和合作。通过深入了解客户需求,BIG大昭和行家团队为其量身定制了一套多方面的优化方案。首先,针对企业生产流程中的瓶颈环节,BIG大昭和凭借其丰富的行业经验和先进技术,对生产线进行了升级。新的生产线引入了自动化设备和智能管理系统,很大提高了生产效率和产品质量。同时,通过对原材料的严格筛选和供应链的优化,进一步降低了成本。其次,BIG大昭和还协助该企业开展了市场营销活动,提升了品牌和市场份额。通过准确的市场定位和传播策略,该企业成功吸引了更多潜在客户,实现了销售业绩的明显提升。经过与BIG大昭和的紧密合作,该制造企业不仅成功解决了生产效率问题,降低了成本,还在市场上取得了优异表现。这一成功案例充分展示了BIG大昭和在助力企业高效运营与成本优化方面的专业实力。苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,欢迎您的来电哦!天津哪里有BIG大昭和参考价
大昭和BIG微调精镗刀 日本Big刀柄镗刀 严格选材多种规格。重庆靠谱的BIG大昭和参考价
镗孔排屑问题的解决方案:镗孔加工时关键两点是刚性及排屑。在刚性允许的情况下,也可以通过增加排屑空间来提高排屑性能。
有效的排屑可避免划伤已加工表面,并防止切屑卡滞零件与刀具上面,所以铁屑要尽量断、短,这样加工才能顺畅、稳定。那么一旦不断屑怎么办呢?
常用的解决方法如下:一、加工参数调整1.加大切深。2.提高进给量(F不变的情况下降低转速,转速不变情况下加大F)。加大切深和加大进给的作用相似,让铁屑加宽、增厚,这样同样的弯曲度下,更容易折断。但是也会碰到诸如切深、进给加大后切削抗力增加→引起振刀,转速降低及进给加大后→粗糙度下降。 重庆靠谱的BIG大昭和参考价