苏州默斯曼尔机械科技有限.. BIG大昭和数控刀柄|JJ匠精钨钢铣刀|替代进口高硬钨钢铣刀|MST热缩刀柄
18106219323

2024-05-28 04:18:29
所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问题也是我们在选择时必须考虑的问题。随着市场上用户对产品质量要求的不断提高,越来越多机加工产品会遇到圆弧倒角的要求。相对于C倒角,圆弧倒角有诸多优点:没有棱边,圆弧使得孔端尺寸、形状,渐变、平滑,更利于装配,不产生毛刺、锐边,内应力较小,强度高。BIG大昭和角度头产品系列丰富,将多面加工系列化的高刚性角度头。安徽日本BIG大昭和技术

比如对于细小型刃具,一般应用于小切削量的精加工,那么对于刀柄的跳动精度要求是极高的,否则,刃具易折断,加工尺寸偏差过大,效率低,甚至于根本无法加工。这时候必须使用跳动精度高的刀柄来夹持。比如采用这种美夹(MEGA)高精度弹簧刀柄。一般人认为普通的弹簧刀柄(例如ER刀柄)夹持精度低(4d处跳动0.01mm~0.02mm),所以在高精度的场合是不采用弹簧刀柄的。但这种美夹(MEGA)高精度弹簧刀柄在4d处跳动是达到0.003mm以内。困扰很多客户的刀柄干涉问题也可以一并解决。江苏国产BIG大昭和资料哪家的BIG大昭和价格比较低?

高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通过不断的探索和实践证明,在刀具的总消耗成本中,刀柄和刃具比例大概是2:8甚至1:9的关系,使用高精密刀柄可以改善刃具的使用寿命,从而大幅度降低刀具总消耗成本。例如刃具寿命延长1倍,刀具总消耗成本可以降低约40%,原先每年消耗200万刀具费用的话,现在可以节省约80万。
【案例】BIG大昭和的极小径(φ0.05)可用的刃尖位置测量器(BM-50M)可以很好的解决极小径刃具使用接触式对刀且不损伤刃尖的难题。
刃具接触到本体上施加约0.3N这种很小的压力就能触发提示灯闪亮,提醒操作者刃尖已经触碰测量器。同时由于特殊的内部精密结构设计,可满足0.002mm的重复测量精度,并且可用于测量各种材料工件的,不再局限于加工金属零件测量。
进而顺利通过接触测量法解决在日常加工过程中突然出现的φ1以下的小径刃具和极小刃具的对刀难题。 BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选,欢迎您的来电!
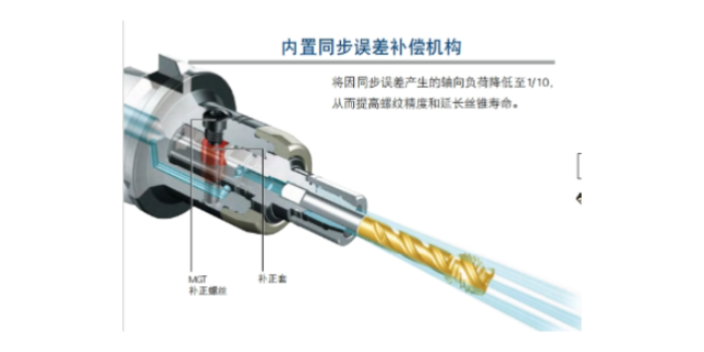
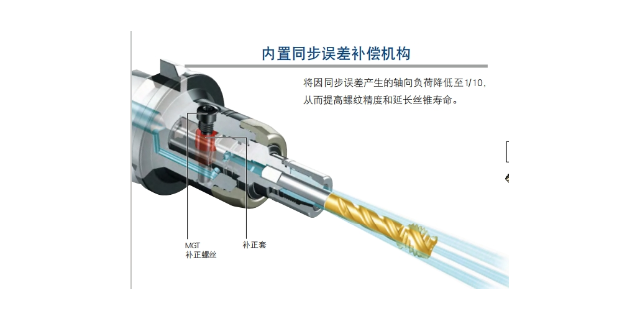
清洁。“清洁”看似很微不足道的事情,但其影响却非常大,如果清洁没做到位,带来的后果可能会很严重,比如损坏主轴,工件报废等,所以不容忽视!请时刻保持主轴锥孔及端面和刀柄锥柄及法兰上端面的清洁。主轴和刀柄都有专门的清洁工具。做好保养维护工作避免生锈和磕碰。生锈和磕碰都会影响到锥柄和主轴锥孔的贴合度,使连接精度、连接刚性及稳定性恶化,如果锥柄有磕碰可能还会损坏主轴。所以,对于锥柄要做到常检查、常清洁、常涂防锈油,如果发现有明显损伤应果断更换,以免对主轴造成损伤。定期检查主轴锥孔精度。主轴锥孔一直处在一个恶劣的工作环境中,不但要承受频繁的拆装刀冲击,还要在加工过程中承受持续地交变力和扭力,磨损和损伤在所难免。所以,定期检查主轴锥孔,及时发现问题并修复是非常必要的。主轴锥孔也有专门的检测工具。定期检测主轴拉紧力。锥柄与主轴锥孔的过赢配合是通过主轴的拉紧力来实现的。所以,主轴的拉紧力尤为重要,拉紧力大小会直接影响锥柄与主轴的连接刚性和稳定性,是确保正常加工的先决条件。主轴拉紧力也有专门的检测工具。 BIG大昭和美夹同步攻丝刀柄将同步误差产生的轴向负荷降低至1/10,提高螺纹精度和延长丝锥寿命。江苏国产BIG大昭和多少钱
BIG大昭和美夹同步攻丝刀柄补偿同步攻丝时机床的同步误差。安徽日本BIG大昭和技术
BIG大昭和数控工具是一款带领行业的先进产品,以其齐全的规格、高精度的性能,在市场中独树一帜。作为专业领域的佼佼者,BIG大昭和不仅具备高效稳定的性能,更能满足客户的多元化高精密需求。在技术方面,BIG大昭和采用很高的技术标准,确保产品的每一款产品都达到三次出厂检验的要求。其出色的精密性使得它能够轻松适应各种复杂环境。性能方面,BIG大昭和凭借强大的高精密生产要求 ,为用户提供稳定的使用体验,大幅提升工作效率。用途上,BIG大昭和的应用范围极广,几乎涵盖了所有相关领域。无论是精密模具还是精密产品,它都能提供多方面支持,满足不同客户的个性化需求。在市场竞争激烈的现在,BIG大昭和凭借其优越的品质和强大的实力,赢得了众多用户的青睐。选择BIG大昭和,就是选择品质与效率的双重保障。让我们共同见证BIG大昭和为您带来的精彩表现!安徽日本BIG大昭和技术