苏州默斯曼尔机械科技有限.. BIG大昭和数控刀柄|JJ匠精钨钢铣刀|替代进口高硬钨钢铣刀|MST热缩刀柄
18106219323

2024-05-28 01:16:00
段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。
说到粗糙度,对我们从事机械加工的人来说是无人不知无人不晓!随便翻开一张加工图纸,粗糙度的标记无处不在,足见其在机械加工中的分量。而且粗糙度也是我们选择加工工艺和加工方法的一个重要依据。 苏州默斯曼尔机械科技有限公司是一家专业提供BIG大昭和的公司,欢迎您的来电!重庆靠谱的BIG大昭和刀片

所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问题也是我们在选择时必须考虑的问题。随着市场上用户对产品质量要求的不断提高,越来越多机加工产品会遇到圆弧倒角的要求。相对于C倒角,圆弧倒角有诸多优点:没有棱边,圆弧使得孔端尺寸、形状,渐变、平滑,更利于装配,不产生毛刺、锐边,内应力较小,强度高。天津本地BIG大昭和型号BIG大昭和,就选苏州默斯曼尔机械科技有限公司,有需要可以联系我司哦!

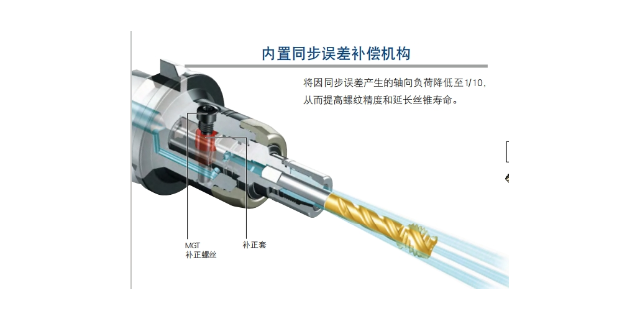
此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。如图,使用动力测定器测出M1×P0.25挤压丝锥在加工中轴向受力的结果。与弹簧刀柄比较,这里使用的是内藏微小浮动吸收同步误差的美夹同步攻丝刀柄。从图可知,使用弹簧刀柄,即便是小到M1的丝锥在加工过程中也会产生压缩方向40N,拉伸方向30N的力,特别是机床主轴从停止到反转过程中的负荷急剧变大。
在设备的选用上我们还会遇到这样的情况,BBT和BT如何选用?下面想介绍一下BBT与BT使用时的误区,希望能给大家带来帮助。其一是不是使用了BBT刀柄就能够实现两面定位了?BBT主轴设备是不是不太好采购?只有在BBT主轴的机床上使用BBT刀柄才能够实现两面定位。虽然BBT刀柄可以使用在BT主轴上但实现不了两面定位功能。另外,虽然在BBT主轴上也可以使用BT刀柄,但相当于放弃了两面定位功能。(等于放弃了加工效率的提升以及成本节约。)现在大昭和与全世界170多家机床厂家有技术协议,对于生产BBT主轴设备这些厂家没有什么技术问题和难点。另外,随着市场对BBT主轴设备需求的增多,一些机床厂家也在BBT设备标准化。(有的厂家是选购)所以大家可以放心的选购。BIG大昭和对于种类多量少的加工,精加工时可在机床上快速进行μm级的直径调节,减少对刀时间。

镗孔排屑问题的解决方案:镗孔加工时关键两点是刚性及排屑。在刚性允许的情况下,也可以通过增加排屑空间来提高排屑性能。
有效的排屑可避免划伤已加工表面,并防止切屑卡滞零件与刀具上面,所以铁屑要尽量断、短,这样加工才能顺畅、稳定。那么一旦不断屑怎么办呢?
常用的解决方法如下:一、加工参数调整1.加大切深。2.提高进给量(F不变的情况下降低转速,转速不变情况下加大F)。加大切深和加大进给的作用相似,让铁屑加宽、增厚,这样同样的弯曲度下,更容易折断。但是也会碰到诸如切深、进给加大后切削抗力增加→引起振刀,转速降低及进给加大后→粗糙度下降。 哪家BIG大昭和的质量比较好。天津国内BIG大昭和价格行情
BIG大昭和的BIG - PLUS技术可以提高ATC的重复精度。重庆靠谱的BIG大昭和刀片
浅谈两面定位系统:我们常说的主轴两面定位系统,就是通过锥面和端面同时实现定位的主轴系统。作为一家专业生产刀具系统的厂家,我们大昭和有自己规格的BIG-PLUS两面定位系统。而除了大昭和的BIG-PLUS系统(BBT)以外,两面定位系统还有德国的HSK接口,山特的可乐满C接口以及美国的KM接口。BBT和HSK接口主要用于加工中心设备,可乐满C接口主要用于车铣复合设备,而KM接口在国内主要用在某些专机上多一些。
在客户那我们也会经常遇到这样的问题,客户想买加工中心,但针对加工零部件主轴接口是选用BBT设备,还是选用HSK设备有时也困扰着客户。 重庆靠谱的BIG大昭和刀片