苏州默斯曼尔机械科技有限.. BIG大昭和数控刀柄|JJ匠精钨钢铣刀|替代进口高硬钨钢铣刀|MST热缩刀柄
18106219323

2024-05-27 07:19:54
锥柄,作为刀柄(刃具)与机床配合之基,其重要性犹如树根之于参天大树;地基之于摩天大楼!其重要性不言而喻,但我们对它了解多少,使用中对其关爱是否足够呢?首先,刀柄与主轴之间为什么要选择锥柄(锥度)配合?如BT/BBT(7:24)和HSK(1:10)等。锥度配合有什么特点呢?1、锥度配合自定心性好,保证刀柄与主轴的连接精度;2、轴向施加拉力可使刀柄锥柄与机床主轴实现过盈配合,保证连接刚性和稳定性;3、卸载拉力后可实现ATC自动换刀。以上三点满足了现代加工对刀具系统高精度、高刚性、高稳定性和实现自动化的基本要求,是机床和刀具之间选择锥柄连接的主要原因。BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选,欢迎您的来电!重庆国产BIG大昭和代理商

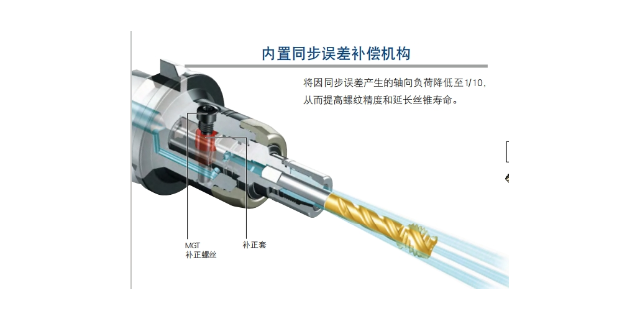
此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。如图,使用动力测定器测出M1×P0.25挤压丝锥在加工中轴向受力的结果。与弹簧刀柄比较,这里使用的是内藏微小浮动吸收同步误差的美夹同步攻丝刀柄。从图可知,使用弹簧刀柄,即便是小到M1的丝锥在加工过程中也会产生压缩方向40N,拉伸方向30N的力,特别是机床主轴从停止到反转过程中的负荷急剧变大。四川高速BIG大昭和报价苏州默斯曼尔机械科技有限公司为您提供BIG大昭和,欢迎您的来电哦!

如何提升机械加工的核心竞争力之刀柄:正确认识刀柄,说起刀柄,仍旧有很多人认为刀柄只是一个简单的夹持工具,对加工并没有太大的影响;只要机床的精度高、刚性好,就万事OK了。
这是一个片面的认识,刀柄作为一个中介,连接机床主轴和刃具,机床借助刀柄将动力传递到刃具刃尖才能实现切削加工。没有好的刀柄,再优的机床也是徒劳。以下几点更是刀柄的重要之处:■跳动精度:刀柄本身的夹持精度。如果刀柄夹持精度不好,会抹灭机床主轴的跳动精度;■夹持力:跟机床无关,只能靠刀柄来保证;■夹持刚性:由刀柄的粗细和长短决定,机床也无能为力;
改变刀片槽型:通过更换切削刀片槽型,增加铁屑卷曲率,实现断屑目的。
使用中心内冷、吹气功能:冷却液可以更好的到达切削部位,通过压力促使铁屑折断,同时将铁屑带出孔外。但是部分机床不带有此功能,可通过下图所示的外冷转内冷刀柄来实现。
众所周知,为保证加工稳定,特别是小径孔加工,精度稳定是至关重要的一环。本文就为大家介绍一些关于高精度加工用刀柄信息。以上是通常的解决方法,针对个案可能还有其它更适合的解决方案,也欢迎大家提出来一起探讨。 BIG大昭和镗孔使用刀尖半径R较小的刀片,面铣刀使用主偏角小的刀盘,也可以发挥防振效果。

所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问题也是我们在选择时必须考虑的问题。随着市场上用户对产品质量要求的不断提高,越来越多机加工产品会遇到圆弧倒角的要求。相对于C倒角,圆弧倒角有诸多优点:没有棱边,圆弧使得孔端尺寸、形状,渐变、平滑,更利于装配,不产生毛刺、锐边,内应力较小,强度高。BIG大昭和的刀柄高精度强力铣刀柄作为可夹持多种直柄工具的基础刀柄。山东靠谱的BIG大昭和资料
BIG大昭和车床用刀柄可以提高NC车床的效率,以可靠的技术为生产效率提供支持。重庆国产BIG大昭和代理商
清洁。“清洁”看似很微不足道的事情,但其影响却非常大,如果清洁没做到位,带来的后果可能会很严重,比如损坏主轴,工件报废等,所以不容忽视!请时刻保持主轴锥孔及端面和刀柄锥柄及法兰上端面的清洁。主轴和刀柄都有专门的清洁工具。做好保养维护工作避免生锈和磕碰。生锈和磕碰都会影响到锥柄和主轴锥孔的贴合度,使连接精度、连接刚性及稳定性恶化,如果锥柄有磕碰可能还会损坏主轴。所以,对于锥柄要做到常检查、常清洁、常涂防锈油,如果发现有明显损伤应果断更换,以免对主轴造成损伤。定期检查主轴锥孔精度。主轴锥孔一直处在一个恶劣的工作环境中,不但要承受频繁的拆装刀冲击,还要在加工过程中承受持续地交变力和扭力,磨损和损伤在所难免。所以,定期检查主轴锥孔,及时发现问题并修复是非常必要的。主轴锥孔也有专门的检测工具。定期检测主轴拉紧力。锥柄与主轴锥孔的过赢配合是通过主轴的拉紧力来实现的。所以,主轴的拉紧力尤为重要,拉紧力大小会直接影响锥柄与主轴的连接刚性和稳定性,是确保正常加工的先决条件。主轴拉紧力也有专门的检测工具。 重庆国产BIG大昭和代理商