苏州默斯曼尔机械科技有限.. BIG大昭和数控刀柄|JJ匠精钨钢铣刀|替代进口高硬钨钢铣刀|MST热缩刀柄
18106219323

2024-05-22 02:15:35
刀柄的跳动精度和加工精度有着直接的关系,比如以钻孔为例,从加工实例来看,不同跳动精度的刀柄在相同的加工条件下,钻出来孔的位置精度和孔径的尺寸精度有着天壤之别。在这一点上,孔精度不良,很多客户往往认为是钻头本身的问题,从而花费大量的时间和精力来调整钻头。因此,丧失了产品品质和效率的竞争力。下图是钻头在不同的跳动精度下加工10个孔后,测孔的位置精度。
刀柄的夹持力更是会直接影响到工件是否会报废。比如以立铣刀铣削为例,在铣削的行进过程中,立铣刀会产生很大的向下拉力,由于刀柄夹持力不够大,铣刀有被拉出的风险,从而导致工件被过切,造成加工不良甚至报废。 苏州默斯曼尔机械科技有限公司致力于提供BIG大昭和,欢迎您的来电!湖北国产BIG大昭和报价

BIG以独特的设计,生产技术,完善的生产,管理体制和丰富的经验,向用户提供商高精度,好质量的产品。大昭和自1967年成立以来,就不断挑战自己,以创新的理念推动产品的发展。我们始终致力于新一代数控刀具的开发,为能够对“精密制造”产业的发展做出贡献感到骄傲,今后我们将继续致力于此。HSK刀具系统HSKTOOLINGSYSTEM将中空两面定位系统更高精度地系列,化对扭矩传递很重要的传动键,HSK-A型的扭矩传递是通过锥柄小端上的传动槽实现的。此时,传动键槽外侧的R面就变得非常重要。设计上也是由此R面来承受扭矩。BIG为了确保此传动键槽宽及R面的尺寸精度,所有产品均是在热处理之后,进行精加工。使用严格挑选的材料,作为中空柄的HSK非常薄,可能会发生开裂等问题。因此,BIG采用硬度、强度佳且经过严格挑选的材质,防止问题发生。复合加工机用HSK车削用刀具,凭借丰富的刀片座、高效的模块化系统,提高了复合加工机的车削加工效率。HSK-A型的扭矩传输是通过锥柄小端的传动键槽实现的。其中,刀柄在设计上是通过与锥柄外周相连的R部分来实现与主轴的紧贴。因此,观察R部分的加工状况,即可以判断刀具的优良。安徽高速BIG大昭和配件质量好的BIG大昭和找谁好?

如何避免价格“陷阱”:刀柄不是一个纯粹意义上的消耗品。常见的好的刀柄,如果正确使用的话,一般寿命会在5年~10年之久。所以刀柄的性能对生产过程是一个长久的效应,应该站在更宏观的角度去看刀柄的性能提升对整个工厂的影响,因此在选购刀柄的时候实际上是不能只是看刀柄的牌面价格的。但令人惊讶的是,很多客户目前对于刀柄产品还是抱有这样的思维定势:客户对待刀柄还是跟对待刃具等消耗品一样的认识,认为只要价格便宜,就是“物美价廉”。
目前机加工行业中经常会用到强力铣刀柄,众所周知强力刀柄是夹持类刀柄中夹持力更大、刚性更好的刀柄,强力铣刀柄结构不同于弹簧刀柄,其特点是夹持力大,刚性好,有利于夹持大柄径的铣刀,但夹持精度普遍低于弹簧刀柄(也有4D跳动为5μ~10μ的高精度强力刀柄,例如BIG的HMC和MEGAD系列),比较适合大切削量的粗加工,以及夹持各种直杆刀柄,支持各种加工。市面上强力铣刀柄的厂家很多,每个厂家刀柄内部结构设计也各不相同,水平也参差不齐,各有各的特点,选择不好会有哪些影响呢?应该如何选择相对更好性价比更好的刀柄呢?要从哪些方面来考虑?带着这些问题我们来一一分解:BIG大昭和的斯玛特防振刀柄采用特殊防振机构,有效抑制振动!

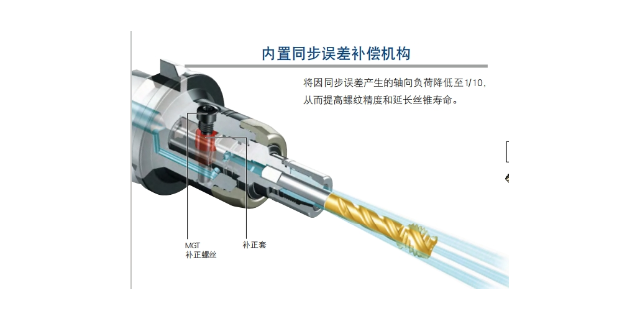
此误差不单单是机床的同期精度误差,还有丝锥本身制造时的螺距误差存在,那么即便机床完全同步无误差,加工过程也会产生额外的拉伸和压缩的力,造成丝锥使用寿命低下或者螺纹精度劣化。如图,使用动力测定器测出M1×P0.25挤压丝锥在加工中轴向受力的结果。与弹簧刀柄比较,这里使用的是内藏微小浮动吸收同步误差的美夹同步攻丝刀柄。从图可知,使用弹簧刀柄,即便是小到M1的丝锥在加工过程中也会产生压缩方向40N,拉伸方向30N的力,特别是机床主轴从停止到反转过程中的负荷急剧变大。哪家的BIG大昭和比较好用点?湖北国产BIG大昭和报价
苏州默斯曼尔机械科技有限公司是一家专业提供BIG大昭和的公司,欢迎您的来电!湖北国产BIG大昭和报价
我们不高谈阔论,只从实用角度浅析一下工具的选择和切削参数等对粗糙度的影响。从刀具切削的几何模型来看,粗糙度理论上可以用下面的公式来表示:f-铣刀每刃进给、镗刀和车刀每转进给r-铣刀半径、镗刀和车刀刀尖半径从上面的公式可以看出,要降低粗糙度理论上可以通过减小进给和增大铣刀或刀尖圆角半径来实现。其实,画图也能看出这样的趋势,且更是一目了然。以上是我们通常的认识,但也不能一概而论。比如,在深孔镗削的时候,避免“振颤”是保证加工质量的先决条件,此种情况下我们倾向于适当增大进给(切削抗力以轴向为主)和选择刀尖圆角小的刀片(切削抗力小)以降低“振颤”发生的可能。湖北国产BIG大昭和报价